
Problemas en la primera capa
Relevante para: Anycubic FFF Creality FFF Artillery
Este es, con mucho, el problema de impresión 3D más común y probablemente el primero que puedas encontrar. La primera capa es la esencial porque es la base del objeto impreso. Por lo tanto, si no es perfecto, aumenta la posibilidad de fallas de impresión. Muchos problemas comunes de la impresión 3D se deben a una primera capa deficiente. Hay un par de cosas que pueden salir mal al imprimir tu primera capa, así que echemos un vistazo a lo que se puede hacer para evitar estos problemas.
La superficie de impresión debe mantenerse regularmente para lograr una calidad de impresión óptima y minimizar la posibilidad de impresiones fallidas. Es un procedimiento sencillo, así que echemos un vistazo a nuestros consejos y recomendaciones.
Cómo preparar tu superficie de impresión
Si no tocas la superficie de impresión con las manos o con herramientas sucias, no es necesario que la limpies antes de cada impresión. Limpia tus herramientas de la misma manera que lo harías con la cama y podrás comenzar tu próxima impresión de inmediato.
Alcohol isopropílico
Para lograr la mejor adhesión de la superficie de impresión, es vital mantenerla limpia. La mejor opción al imprimir con ABS, PLA y muchos otros materiales es el alcohol isopropílico al 90% que generalmente se puede comprar en tu ferretería local. El alcohol desnaturalizado también es una opción. Recomendamos utilizar siempre IPA al 90%. Las soluciones de menor porcentaje pueden contener productos químicos inadecuados.
Los filamentos PETG, XT y CPH son una excepción – la adhesión puede ser demasiado fuerte y puede dañar tu plataforma. Recomendamos utilizar un agente separados (por ejemplo, una barra de pegamento).
- Cualquier agente de limpieza que sea dérmico/cosmético, es decir, para la piel o las uñas, puede contener aditivos, como humectantes y aceites, que no son adecuados.
Limpiavidrios
La segunda opción es rociar un poco de limpiavidrios en un papel toalla y limpiar la superficie con él. Ten en cuenta que los limpiavidrios desengrasan la superficie menos que el IPA. La cama se puede limpiar incluso cuando está caliente, solo ten cuidado de no tocarla superficie o la boquilla. Alternativamente, puedes limpiar la superficie usando un papel toalla en combinación con agua tibia y unas gotas de lavavajillas.
Pegamento
El pegamento es una herramienta excelente y fácil de usar para aumentar la adherencia. También crea una capa protectora de separación. No se necesita pegamento especialmente elaborado para impresión 3D. Puedes utilizar una barra de pegamento básica (a base de PVA). Según nuestra experiencia, no es necesario para imprimir PLA, pero puede ser aconsejable para imprimir
- Nylon
- PETG
- Materiales a base de PET
- Otros materiales más exóticos
- Materiales flexibles
- Puedes limpiar fácilmente el pegamento PVA con un limpiavidrios o agua con lavavajillas
No se deben utilizar otros tipos de pegamento como sustituto. ¡No pongas Superglue en tu plataforma! Al eliminar impresiones con una gran superficie, es posible que debas ayudar en el proceso con una espátula.
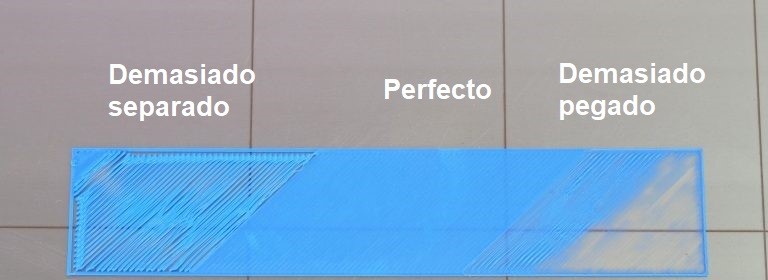
La boquilla está demasiado cerca / lejos de la plataforma
Si la boquilla está demasiado cerca de la cama de impresión, no habrá suficiente espacio para que el plástico salga del extrusor. Al tener la boquilla demasiado cerca de la superficie de impresión, esencialmente bloqueará su abertura, de modo que no se pueda extruir plástico. Puedes reconocer fácilmente este problema cuando la impresora no extruye plástico para la primera capa o las dos. Realiza una nivelación de la plataforma.

Velocidad y temperatura
Disminuir la velocidad de impresión
Si los pasos descritos anteriormente no ayudaron, intenta disminuir la velocidad de impresión. La forma más sencilla es hacerlo desde el menú LCD durante el proceso de impresión. Sugerimos disminuir la velocidad a aproximadamente un 75% para las primeras tres capas y luego volver a la normalidad.

Usa las temperaturas de impresión recomendadas
Asegúrate de utilizar las temperaturas recomendadas para la boquilla y la plataforma: Cura las configurará correctamente en función del material seleccionado, por lo que no es necesario ajustar las temperaturas manualmente en la propia impresora. Si estás experimentando con nuevos materiales que no se adhieren bien, puedes intentar aumentar la temperatura de la cama entre 5-10 ºC. De esta forma el plástico se pegará un poco mejor.

Una obstrucción total o parcial
El extrusor podría estar obstruido. Esto puede suceder cuando una cantidad excesiva de residuos se atasca dentro de la boquilla, cuando el plástico caliente se mantiene dentro del extrusor durante demasiado tiempo o cuando el enfriamiento térmico del extrusor no es suficiente y el filamento comienza a ablandarse fuera de la zona de fusión deseada. La reparación de un extrusor obstruido puede requerir desmontar el extrusor.
Borde
Antes de considerar la aplicación de materiales de adhesión adicionales en la cama, considera usar la opción Borde en Cura, que aumenta el área de superficie de la primera capa.