Velocidad de retracción de la impresora 3D
Cuando el cabezal de impresión se mueve de un punto a otro durante la impresión, el calor de la boquilla combinado con cualquier presión en el extremo caliente hace que se expulse un exceso de filamento. Este evento es una forma de sobreextrusión y, a menudo, deja hilos tenues a lo largo de la trayectoria del cabezal de impresión entre los puntos. Estas cuerdas se pueden quitar con herramientas y calor (por ejemplo, secador de pelo) después de la impresión, pero todavía son un poco molestas de manejar.
La retracción es una función destinada a eliminar el encordado tirando hacia atrás (retrayendo) el filamento cuando el cabezal de impresión se mueve a una nueva ubicación. Así como el filamento se empuja hacia adelante durante los movimientos normales de una impresión, se succiona durante la retracción. Si lo hace, contrarresta la presión del extremo caliente y ayuda a evitar que el exceso de material fluya cuando no se supone que debe hacerlo.
Cuando los ajustes de retracción se establecen correctamente, pueden eliminar el encordado , las manchas, los granos y otros problemas de calidad de impresión relacionados con la extrusión.
Aunque las configuraciones de retracción disponibles son diferentes, muchas son iguales o similares en todos los programas. Aquí repasaremos las configuraciones de retractación más importantes y cómo ajustarlas.
Distancia

De las configuraciones de retracción disponibles, quizás las dos más importantes sean la distancia de retracción y la velocidad de retracción.
Mirando primero a la primera, la distancia de retracción es la longitud del filamento que tira hacia atrás la extrusora cada vez que se produce la retracción. Cuanto mayor sea esta distancia, más tiempo puede llevar una retracción dependiendo de la velocidad, pero también, es menos probable que experimente encordado.
Sin embargo, si la retracción fuera así de simple, todos usarían el valor de retracción más alto, pero esta no es una buena idea. Si aumenta demasiado el valor, el filamento puede retraerse demasiado y causar una obstrucción en el extremo caliente o en la boquilla.
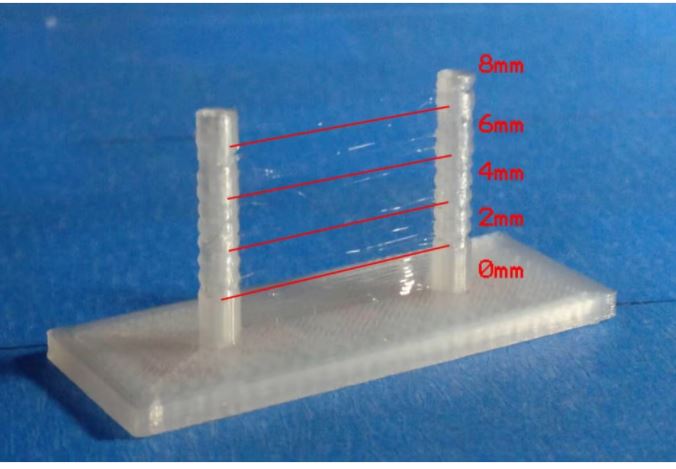
Una distancia de retracción típica varía de 2 a 7 mm, pero este valor depende de la configuración de su extrusora ( accionamiento directo o Bowden ), extremo caliente y otros factores; no hay un valor perfecto. Si desea ajustar la distancia de retracción, intente ajustar el valor predeterminado en incrementos de 1 mm hasta que se elimine el encordado sin obstrucciones u otros problemas.
Velocidad:

La velocidad de retracción es la otra configuración de retracción importante y, como habrás adivinado, determina la rapidez con la que se lleva a cabo la retracción. Esta configuración es muy importante porque puede influir en el tiempo de impresión y en la eficacia de la retracción para eliminar el encordado.
Por ejemplo, si sus ajustes de retracción eliminan efectivamente el encordado con una distancia de 5 mm y una velocidad de 40 mm / s, puede experimentar peores resultados con la misma distancia y una velocidad de 20 mm / s. Esto se debe a que una velocidad lenta no aliviará la presión lo suficientemente rápido como para evitar que el exceso de material salga de la boquilla. En el otro lado del espectro, una velocidad demasiado alta podría causar una serie de problemas, incluida la rotura del filamento dentro del extremo caliente , y es posible que aún experimente un encordado.
Idealmente, desea utilizar la velocidad funcional más rápida para reducir el tiempo de encordado e impresión. Como referencia, la velocidad de retracción predeterminada de su cortadora probablemente estará entre 30 y 60 mm / s. Si este valor no funciona para su impresora, intente ajustar la velocidad en incrementos de 5 mm / s.
Viaje mínimo:

Si dos movimientos de retracción ocurren cerca uno del otro, el filamento se tira hacia atrás, se extruye, se retira y se extruye nuevamente, todo en un corto período de tiempo. Esta inversión constante del movimiento del filamento aumenta la posibilidad de que la boquilla se atasque de manera significativa, y ahí es donde entra en juego la configuración de la distancia mínima de recorrido.
La distancia de recorrido mínima es la última configuración de retracción importante que revisaremos, y controla la frecuencia con la que se produce la retracción en un área específica. Esto se logra requiriendo que la boquilla se mueva una cierta distancia antes de que se le permita realizar la retracción nuevamente.
Si bien una distancia mínima mayor aumenta la probabilidad de encordado al evitar que se produzcan retracciones, reduce las posibilidades de que la boquilla se atasque. Esta configuración es especialmente útil si está imprimiendo un modelo con muchas ubicaciones separadas cercanas donde podrían ocurrir retracciones, como un cepillo para el cabello . La distancia mínima de recorrido suele ser de 1 a 2 mm, pero debe ajustar este valor en incrementos de 1 mm si tiene problemas.
En Krear3D te brindamos las mejores impresoras 3D de tecnología FDM y LCD de última generación. Si deseas más información contáctanos a través de cualquiera de nuestros canales digitales, búscanos en Facebook como @krear3d, en Instagram como krear3d_peru o al correo marketing@krear3d.com para poder asesorarte!. Contamos con personal con experiencia en impresoras 3D y las mejores ofertas del mercado; así como capacitaciones totalmente gratuitas al momento de comprar una impresora 3D.